With Advanced European Technology & Eco-Friendly Machines, our manufacturing unit possesses a fully integrated production infrastructure starting from procurement of Scrap Batteries & Lead Scraps, Smelting, Refining and Casting; lead by a highly qualified team of engineers, supervisors and operators. To be the ‘Best in Class’, the quality control and R&D team at IMI ensures that products and processes meet the best standards of the industry.
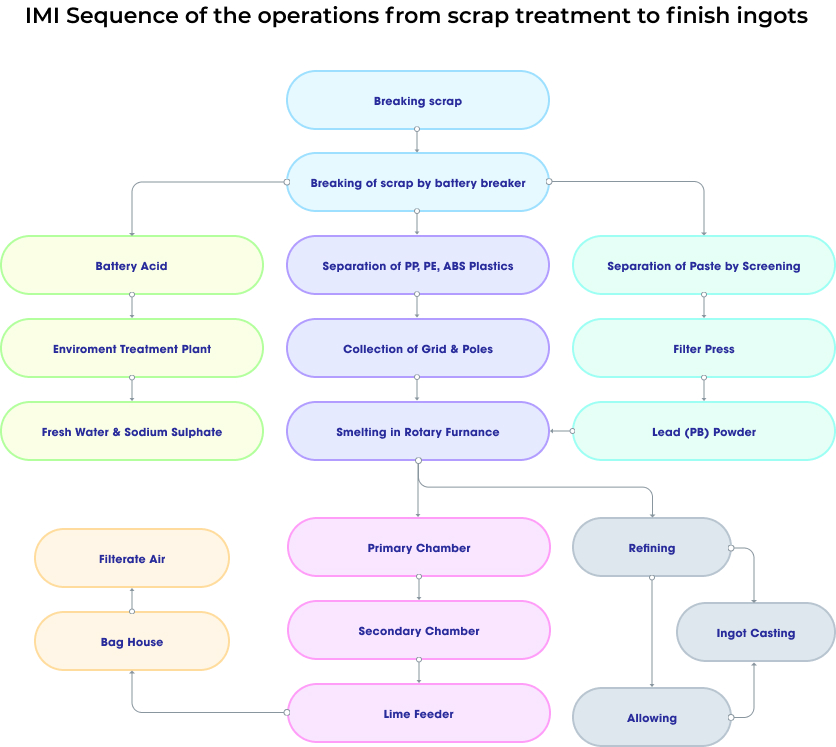
Operation Sequence
1. Breaking of Scrap Batteries 2. Foundry Section for Smelting of Lead Metal 3. Refining & Alloying 4. Casting of Finished Lead
Battery Breaker Plant
The process is based on a wet classification of the crushed scrap batteries with the scope to separate the components into different materials and by-products.
Raw Material
Fine Grids
Grid and Terminals
Lead Paste
Light Plastic
Positive Fines
Seperators
Our Foundry
The foundry’s scope is to provide a line to melt and cast grids/poles and lead paste using a specified temperature. This is done by melting the lead products in the Rotary Furnace and Refining the bullion metal into kettles keeping the exhaust’s gas under the admitted limits. The finished product is lead bullion with 98.7% lead content approximately and the by-product is slag in blocks separately with 5 to 8% lead content approximately. The equipment making up the foundry and refinery sections is run batch-wise to produce refined lead by operating 24 hours/day.
Furnance Charging Sequence
By using the front-end loader, the necessary mixed feed is introduced into the feed hopper. From the HMI Control Panel, the furnace door opens and the machine moves towards and enters the furnace until it positions itself inside fully. The vibration motor starts and the feed material falls onto the furnace bottom. When about 2/3 of the charge has been unloaded, the machine reverts direction backwards while continuing to vibrate and discharge material: when reaching the rear position, the vibrator motor stops while the machine leaves the furnace: the cart stops and the furnace door closes.
Melting Operations
Once the furnace door is closed and the burner is switched on, melting can begin. Two different programs are available from HMI depending on the furnace charge;
HOT RAMP for Lead Paste.
COLD RAMP for Grid & Poles, Fine Grids & Positive Fine Particles.
Oxy-Fuel Burner
Oxy-fuel burner combustion has significant advantages over traditional air-fired plants. Among these are: the mass and volume of the flue gas are reduced by approximately 75%. Because the flue gas volume is reduced, less heat is lost in the flue gas.
Reduced energy consumption.
Reduced emissions of NOX/SOX/COX.
Reduce operating costs.
Better flame, better heat.
Operational flexibility.
A gaseous form of oxygen will be provided to oxyfuel burner, rotary furnace and oxygen free lancing.
Casting Operation
Once the products are melted, the operator from the HMI pushes the CASTING button and stops the furnace rotation as shown in the photo.
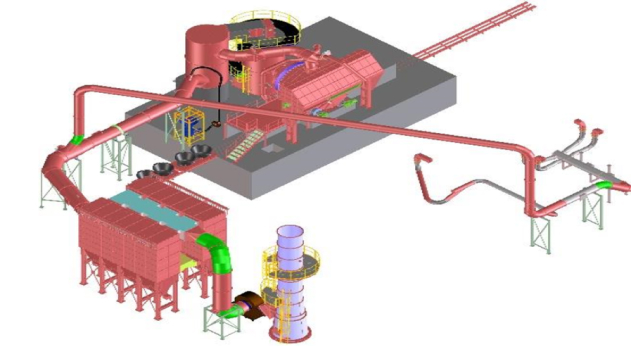
Pollution Control System
Primary & Secondary chamber: Reduces temperature of flue gases.
Lime feeder: Reduces the SOx emission.
Dampers: Prevent filter bag by hot gases.
Bag house with PTFE filter bags: Collect flue dust having lead particulate.
Chimney: Eco-friendly fresh air
The scope is to provide a line able to get the exhausts gas under the admitted limits. Due to the flue dust produced by the foundry and refinery section of the Plant and the health hazards connected with lead handling, the whole plant operates with a very efficient ventilation system. The suction points are placed either at the furnace charge or discharge side, along with suction from the furnace body itself to expel the furnace process fumes. The collected streams are first brought through flue dust settling chamber and then through the existing foundry process fume’s bag house. Foundry and refinery sections cannot work if De- Dusting is not operative.
The filter is composed of several rows of sleeves, each of which is periodically "washed" by compressed air jets that act in the opposite direction to the treated fluid. The compressed air supplied in pressure feeds a manifold which then periodically distributes it to the filtering elements through the blowing solenoid valves. The small amount of air from the jet draws inside the sleeve a large induced airflow of the dust-free oriform itself so that the generated air counter-current cleans the filters sleeves, restoring the optimal permeability degree. Operation and control of the washing sequence takes place by means of an electronic panel located in the control panel of the filter bag washing (dedicated). It consists of an electronic cyclic which controls the washing valves (with a working time of about 0.1 sec.) with a pause time between one solenoid valve and the other of about 30 sec. The washing time of the filtering elements is reduced to a few seconds per cycle; in this way the entire surface is available for filtration without a considerable part of it having to be excluded for cleaning. Finally, it should be noted that the exclusion of moving parts makes maintenance practically superfluous and simplifies operations as much as possible for interventions.
HMI of Lead Smelting Plant of IMI
An HMI is a software application that presents information to an operator or user about the state of a process, and to accept and implement the operators control instructions. Typically, information is displayed in a graphic format (Graphical User Interface or GUI).
IMI’s all system and machines are completely based on automation operated by PLC and controlled by advanced HMI system.
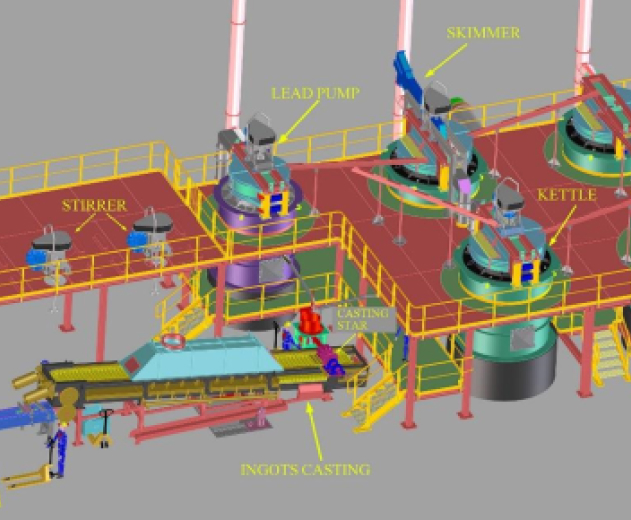
Refining & Alloying
with Casting
We refine and remove impurities from metal up to its pure form 99.975%. we also add alloying elements to make the desired alloy. Once the material is ready it is casted in the form of ingots using the ingot casting machine and stacked out automatically.
IMI has five kettles, three for refined lead more than 99.975% pure, One for antimonial alloy and one for calcium alloy
At IMI casting used together with the cooling tower is alternatively used for soft, hard and alloyed lead production.